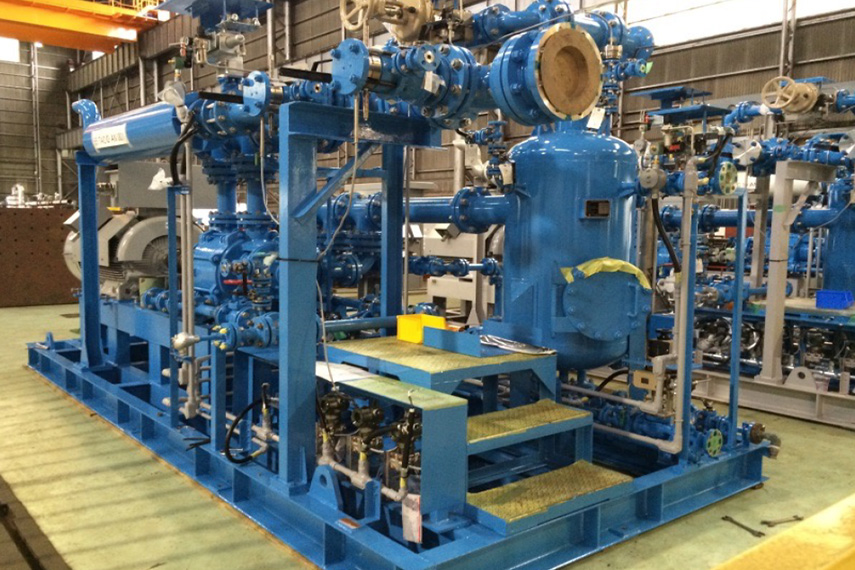
Liquid ring vacuum pumps are used in the manufacture of foodstuffs and beverages for processes such as evaporation, distillation, dehydration, and concentration of liquids under reduced pressure. They also contribute to extended storage periods for foods by removing air from packaging during vacuum packing, canning, and bottling operations. In addition, since they are capable of droplet suction, they are also used for suction of the viscera of fish and broilers.
Liquid ring compressors are used for carbon dioxide gas pumping and compression in the process of removing impurities from sugar solutions at sugar refineries and at seawater desalination facilities.
Applications
Freeze-drying production processes: Vacuum freeze drying
Production processes for distilled spirits: Vacuum distillation
Production processes for corn gluten and starch: Vacuum dehydration
Production processes for concentrated reduced juices and coffee: Vacuum evaporation and concentration
Seawater desalination equipment: Carbon dioxide gas compression
Sugar refining process: Carbon dioxide gas pumping
Related Products
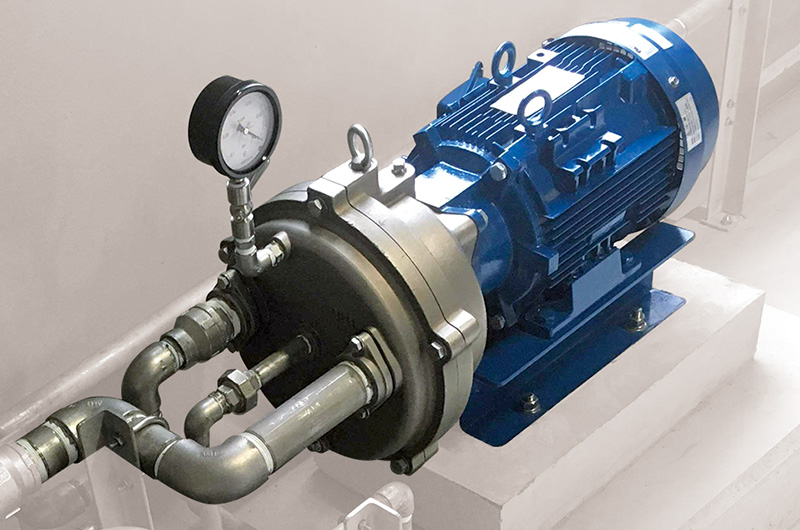
VD Series
A general-purpose vacuum pump integrated with an electric motor. By eliminating the conventional coupling part, a significant reduction in size has been achieved. It can be incorporated into various devices.
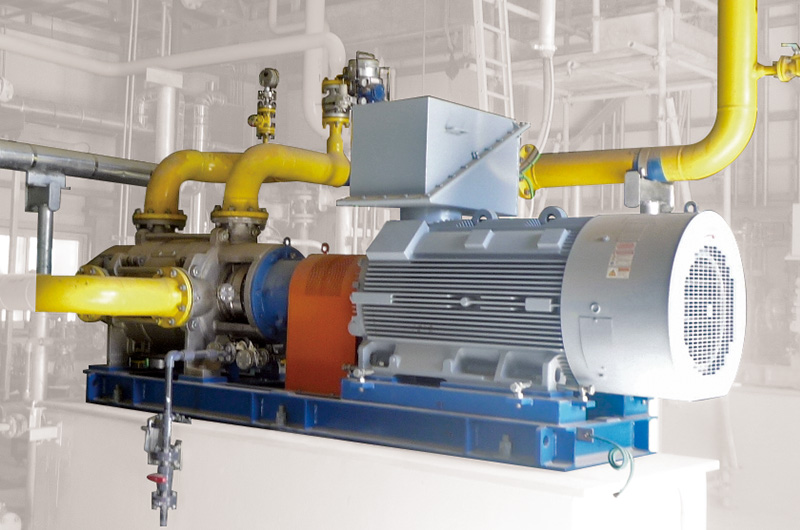
An almighty vacuum pump that supports special corrosion resistant materials and mechanical seals. We have a wealth of experience as a vacuum source for production equipment used in the petrochemical industry and for pharmaceuticals.
It is a single-actuated liquid-sealed compressor. As a feature of the liquid-sealed compressor, it can be used to compress all kinds of gas and steam, and has a proven track record of being used for production equipment in the petrochemical industry and the like.