The chemical and petrochemical industries are becoming increasingly diverse, sophisticated, large in scale, and recycling-oriented; moreover, their respective technologies are evolving rapidly. Liquid ring vacuum pumps and compressors are suitable for suctioning flammable gases and droplets and have long been used for a variety of applications such as recovery, compression, drying, filtration, distillation, concentration, and polymerization reactions. Tsurumi is focused every day on developing, designing, and manufacturing unique and innovative products to meet changing needs.
Applications
Solvent Recovery
PVC Production Equipment: VCM Recovery
Electrolysis Equipment: Wet Chlorine Gas Recovery, Dry Chlorine Gas Compression, Hydrogen Gas Compression
PTA and BPA Production Facilities: Vacuum Filtration, Pressure Filtration
PET Resin and PC Resin Production Equipment: Polymerization Reaction
BDO Manufacturing Equipment: Acetylene Gas Compression
Chemical Recycling Equipment: Monomer Reduction
Related Products
V Series
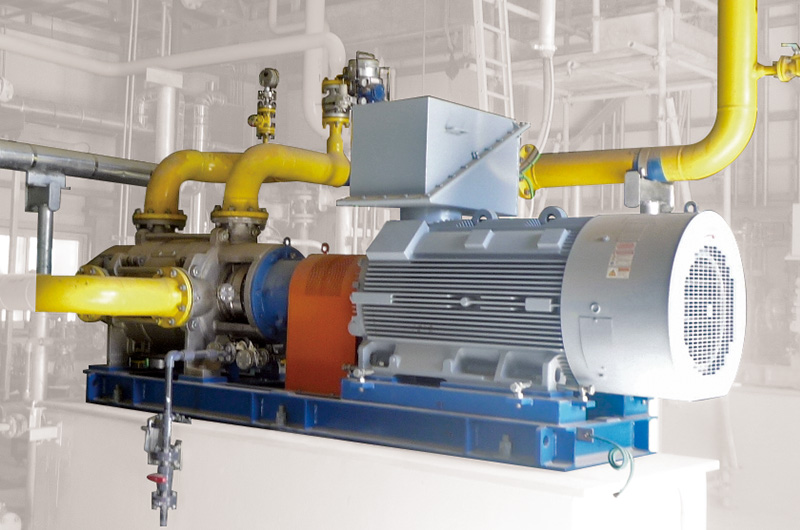
An almighty vacuum pump that supports special corrosion resistant materials and mechanical seals. We have a wealth of experience as a vacuum source for production equipment used in the petrochemical industry and for pharmaceuticals.
A large-capacity, high-efficiency vacuum pump. It was developed as a vacuum source for equipment that requires a large air flow, such as for paper machine dehydration, gypsum separator dehydration, steelmaking degassing, and CO₂ separation and recovery.
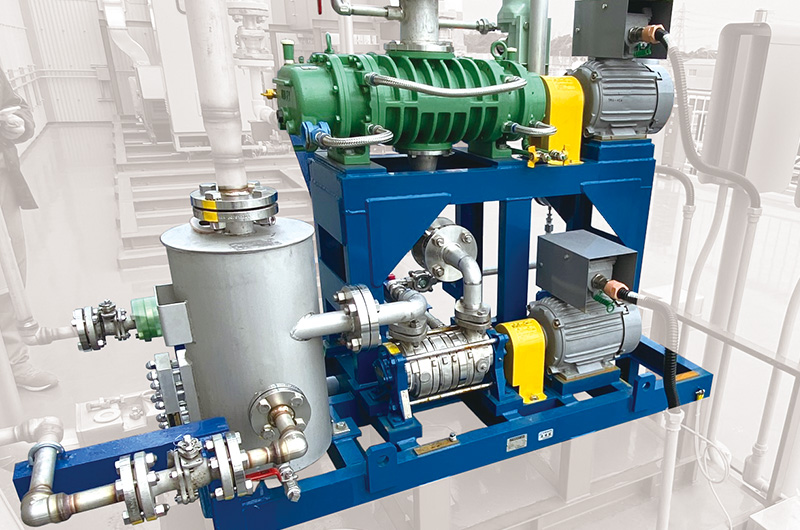
Since it is a two-stage type with two impellers built in series in one pump, this vacuum pump can exhibit good performance even in a high vacuum range such as in distillation, concentration, and polymerization.
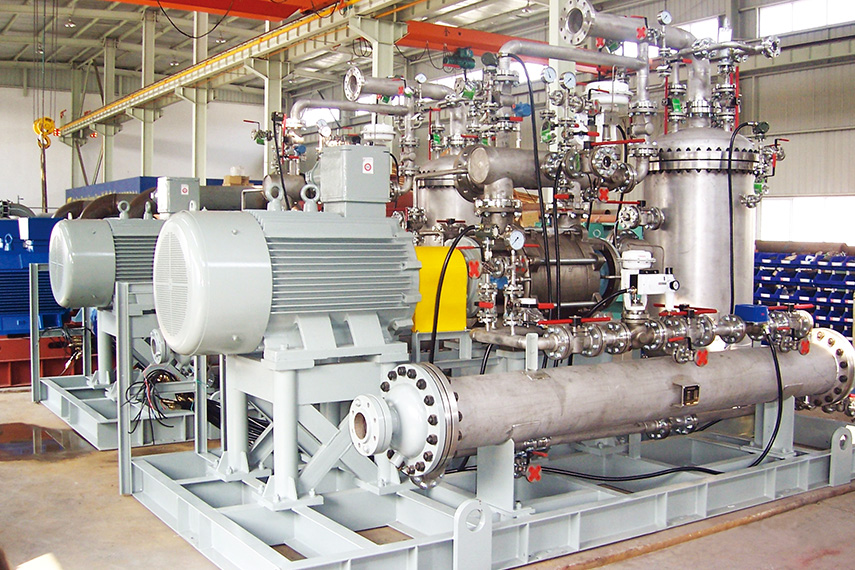
It is a single-actuated liquid-sealed compressor. As a feature of the liquid-sealed compressor, it can be used to compress all kinds of gas and steam, and has a proven track record of being used for production equipment in the petrochemical industry and the like.